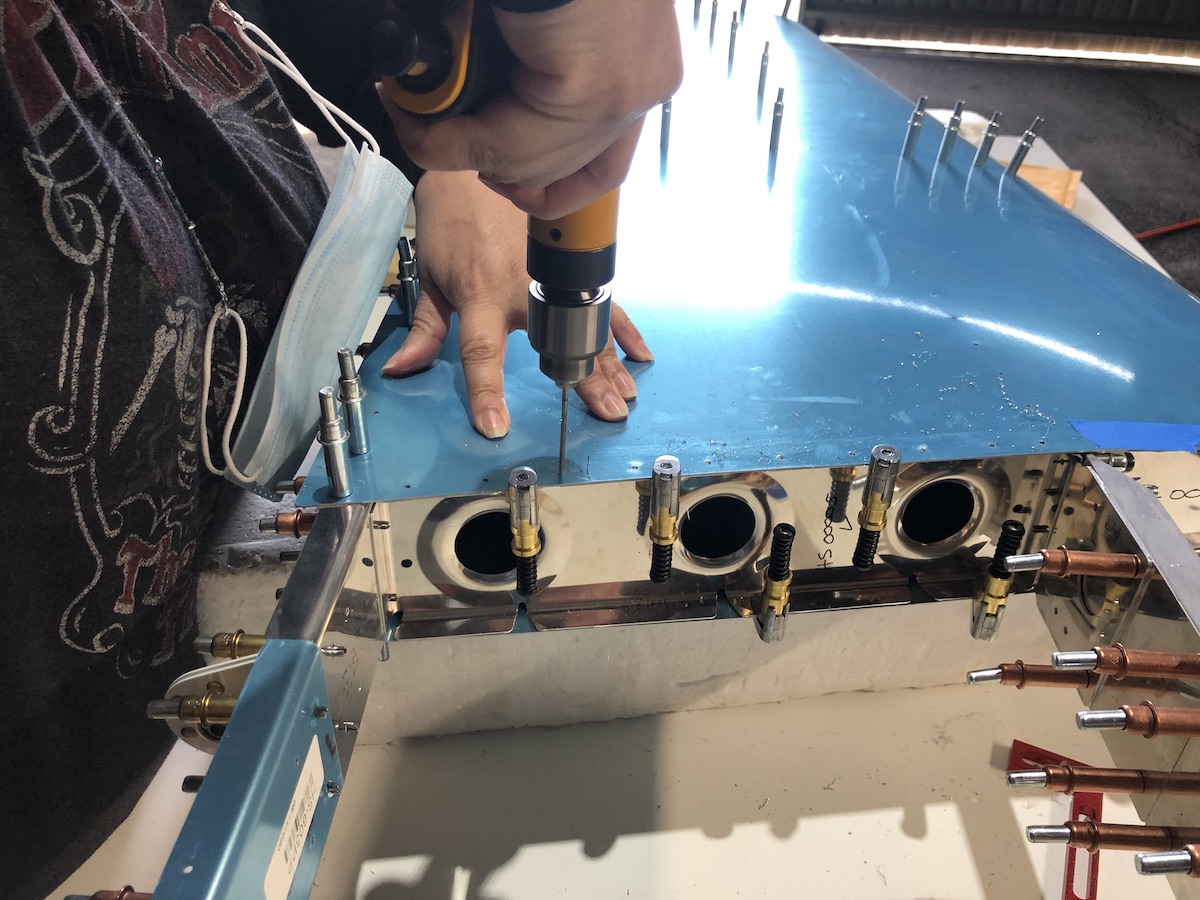
This weekend was a couple great sessions down at the hangar. We spent 8 hours working on the horizontal stabilizer, culminating in attaching and match-drilling both the skins. While the initial work was a bit intimidating, this weekend was mostly positioning ribs and spars, then lots of drilling.
Weekend work
Once everything was positioned and match-drilled, we made sure everything was marked properly, then disassembled all the pieces for the next step: deburring and edge cleaning. Once that’s done, it’ll be time to prime! Which means I need to order the first gallon of AKZO!
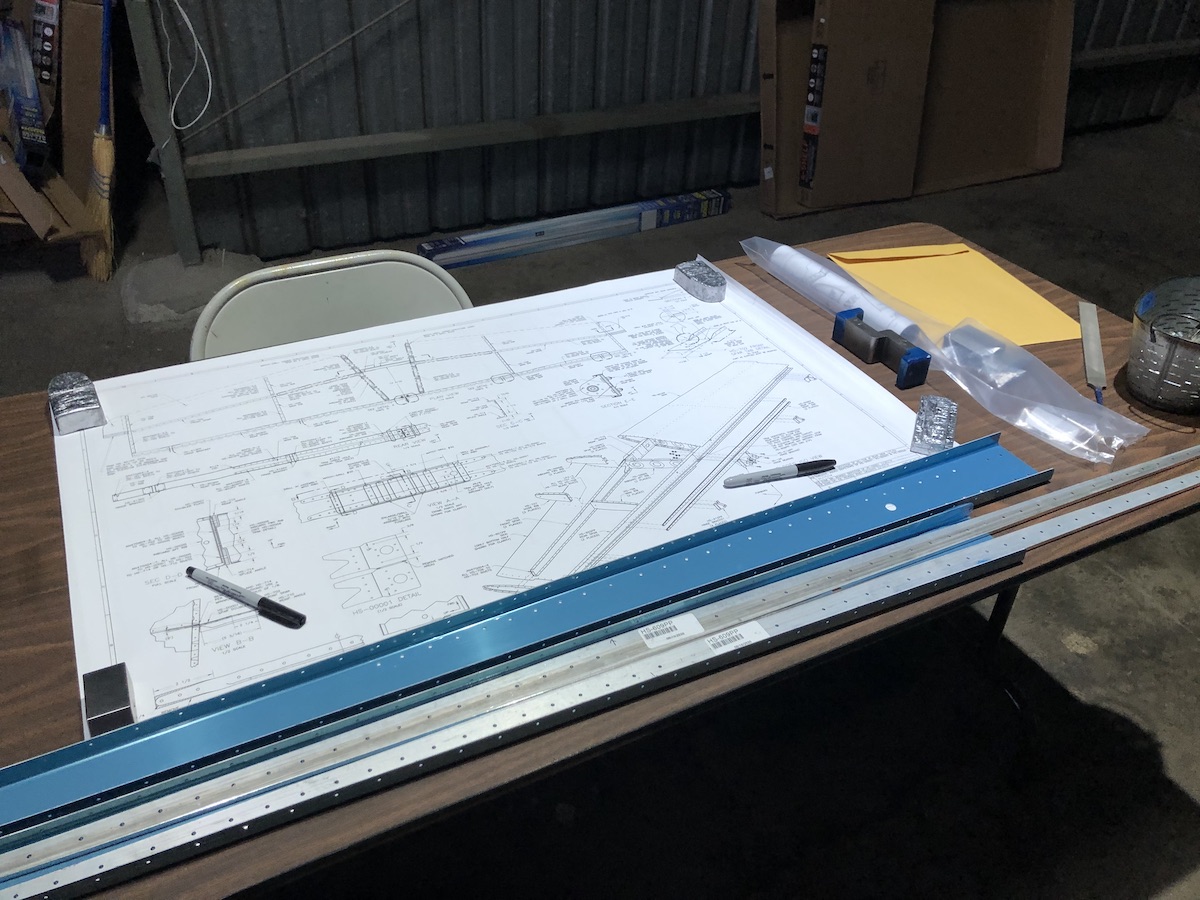
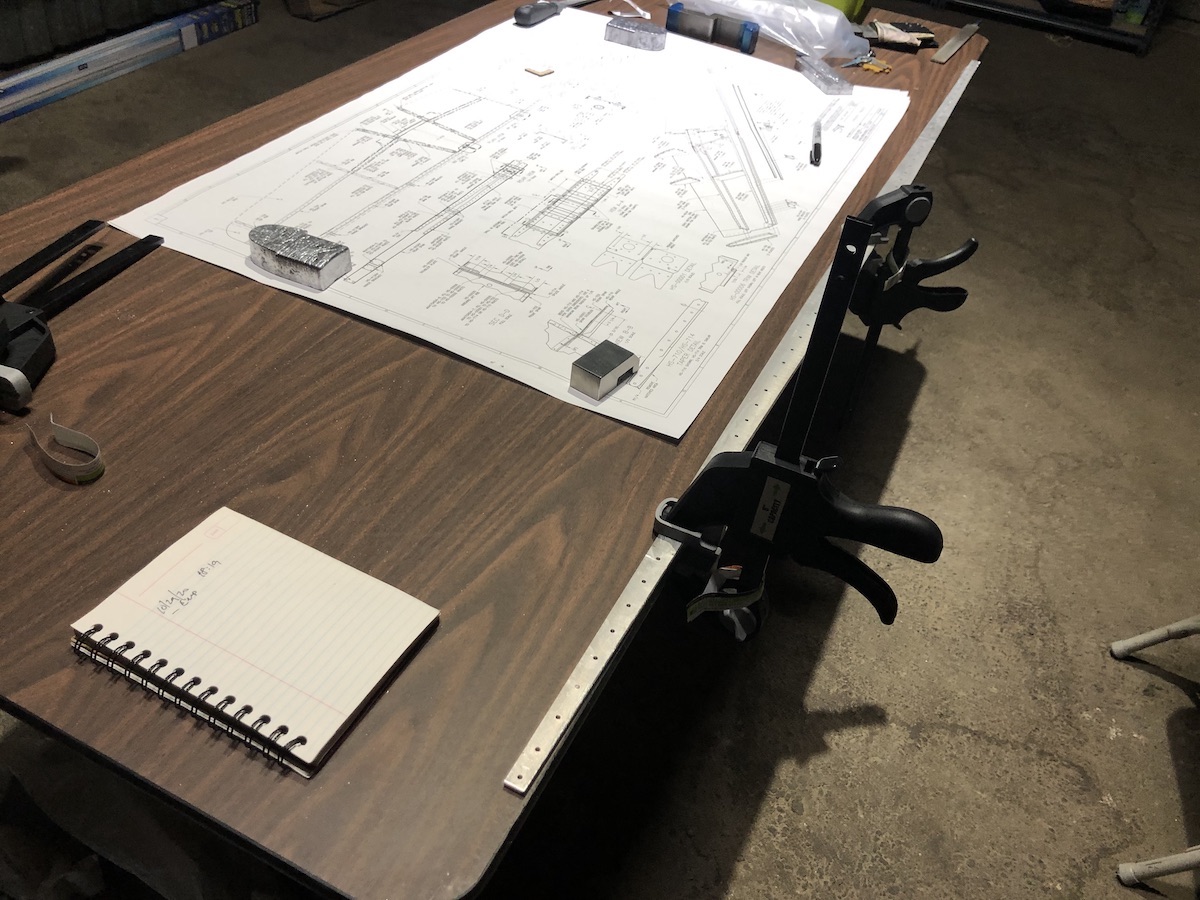
I bought a TV cart and brought the 40″ Spectre TV down for displaying the plans and also for having some movies running in the background. Worked out well! Also, the new table is perfect for the work so far.
Up to now, we’ve been using an old 6-foot fold-up table we’ve had lying around for a long while. It’s been okay, and got us going through initially when we moved from the garage to the hangar, but it’s ever only been a temporary solution. Tables like that are pretty low, since they’re mainly designed to sit at. Way too low to work on the airplane.
So, I decided to build a better table. There are a number of great examples of workbenches out there, including what appears to be the gold standard 2’x4′ table from EAA chapter 1000. It’s very sturdy, using doubled-up 2x4s for legs. I considered building a couple, but they’re too small for me, and seemed a little over-engineered. So, I designed my own.
What I finally ended up with is a fairly simple table that is 3’x6′, 30″ tall, with a nice melamine-finished 3/4″ fibreboard top. I added a low shelf as well, because I figured it’d be a good place to keep parts and tools so that the workspace isn’t always cluttered.
Here are some pics of the build process. I designed it for easy building, using only 2.5″ wood decking screws.
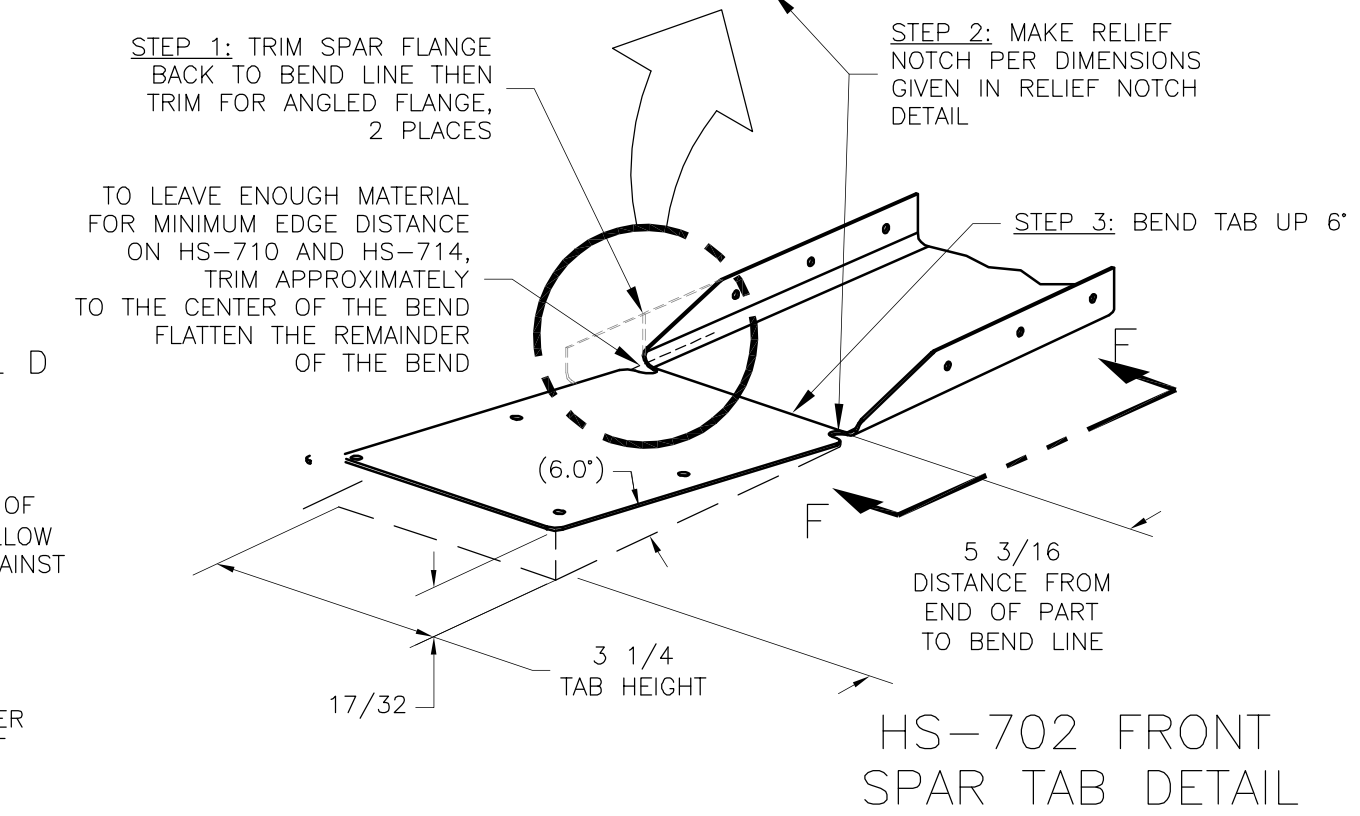
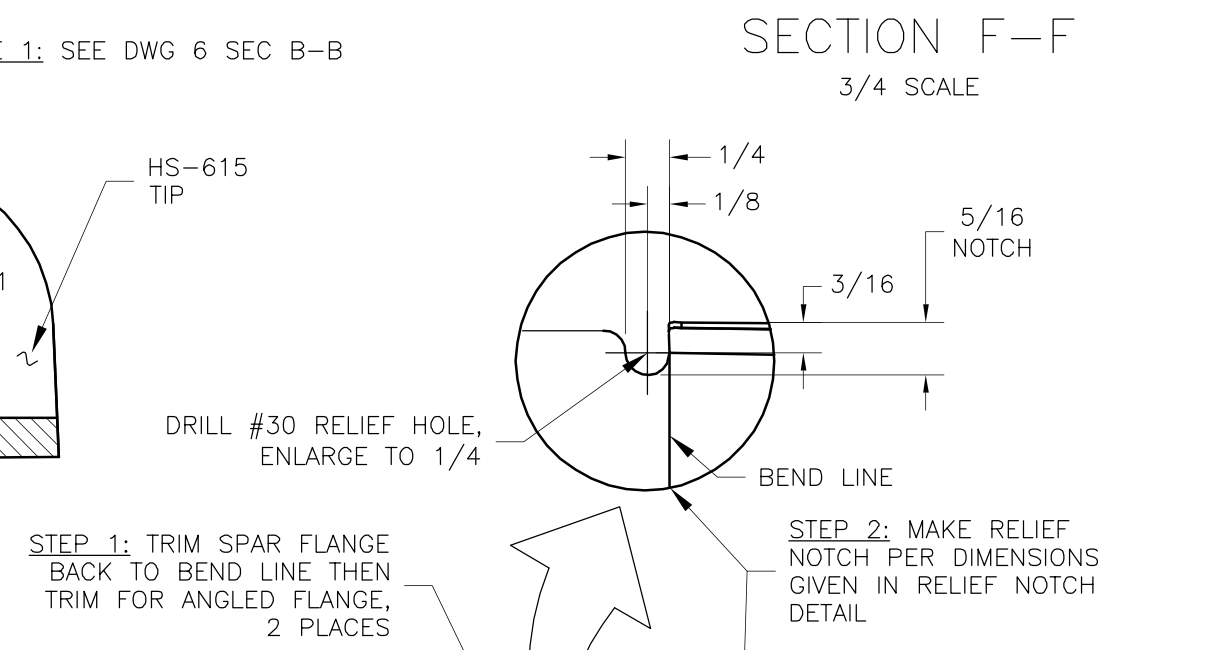
I think this is our first real issue with the build. During the preparation of parts HS-702 (front spar), there was quite a bit of modification required. I had to cut off part of the flanges and hammer the scar flat. Then I had to drill 2 pilot holes and enlarge them to 1/4″ to act as stress reliefs for a bend in the newly formed “tab.”
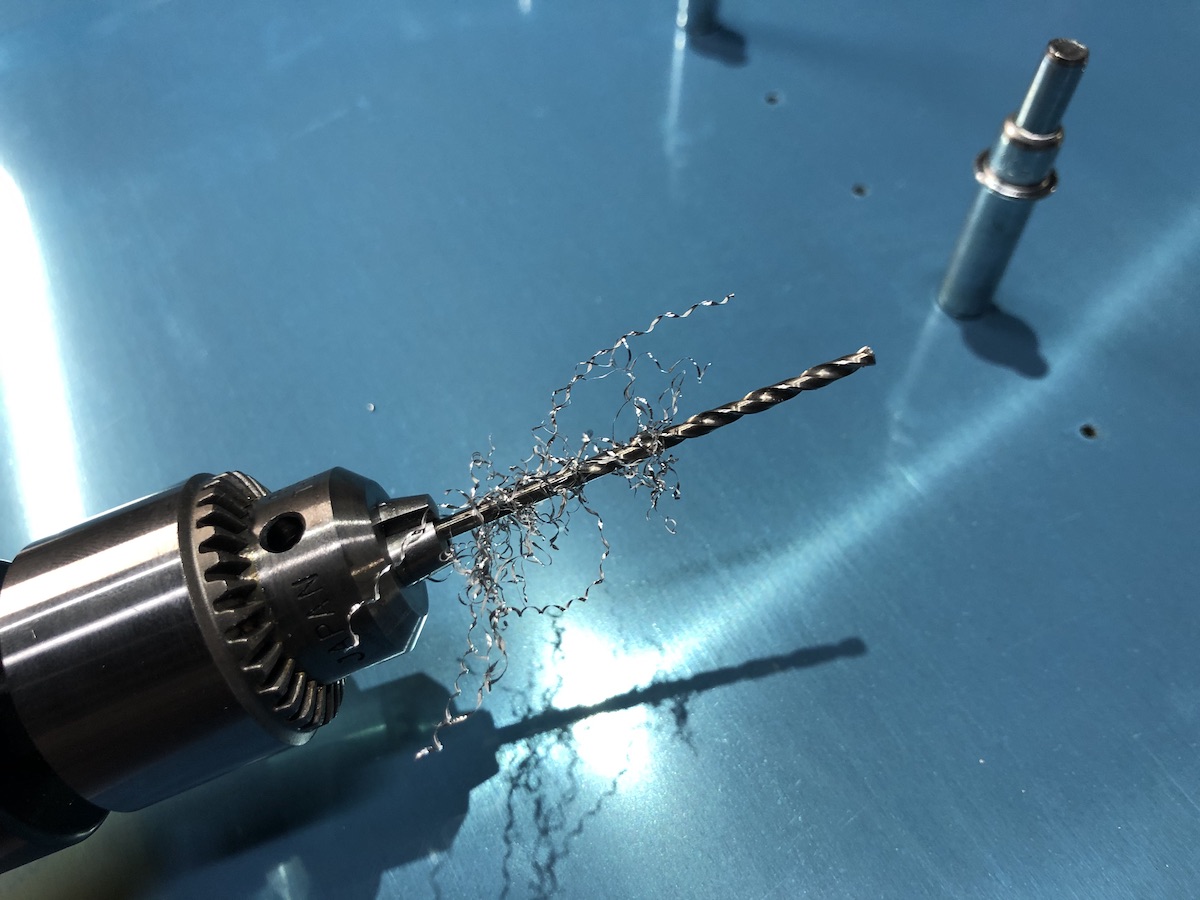
Well, my unibit skills were as of then unproven, and I opted to try enlarging the holes using my air drill. It wasn’t pretty. I should have put the unibit into the drill press instead. The unibit made a ragged and uneven hole, which if I can salvage, means enlarging the 1/4″ hole a bit. I’ve posed the question to the Van’s builder support team as to whether that would in any way affect the part adversely.
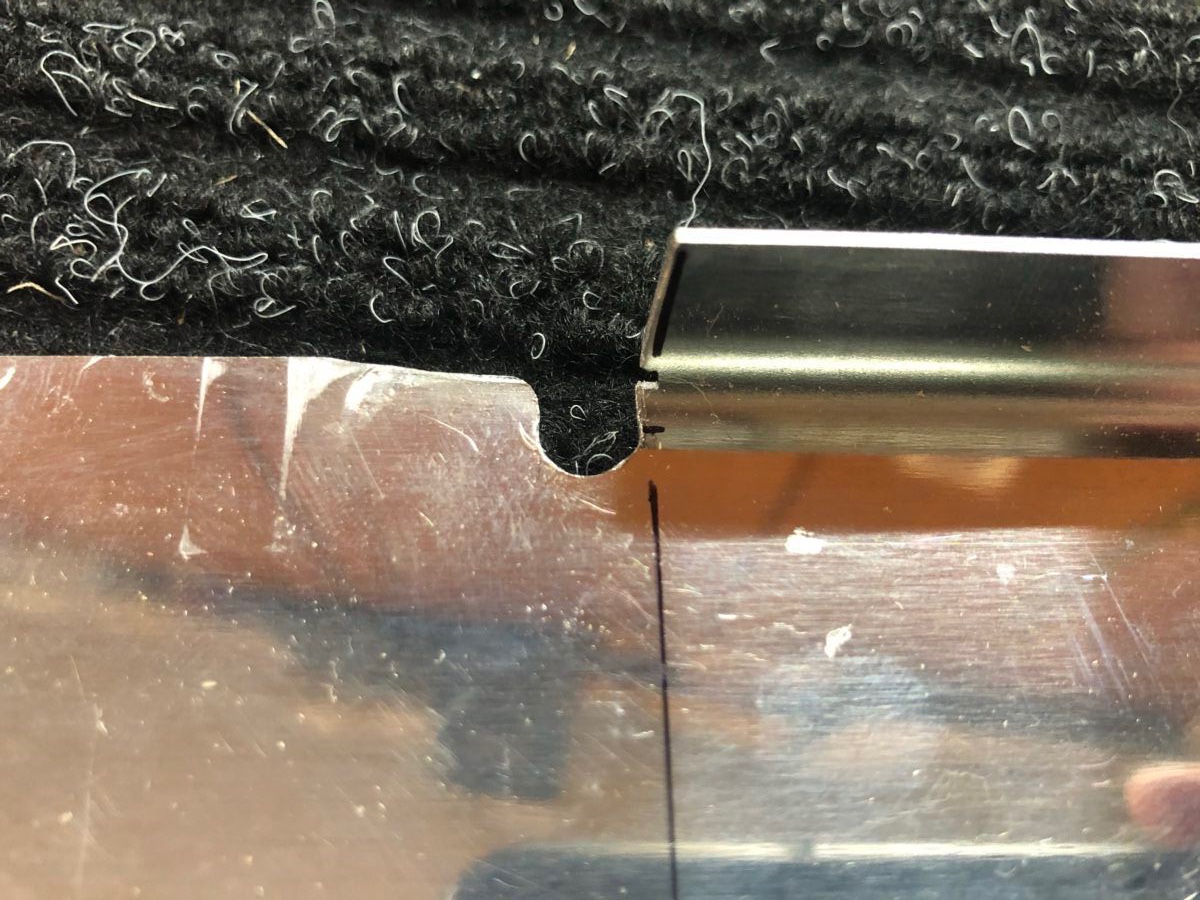
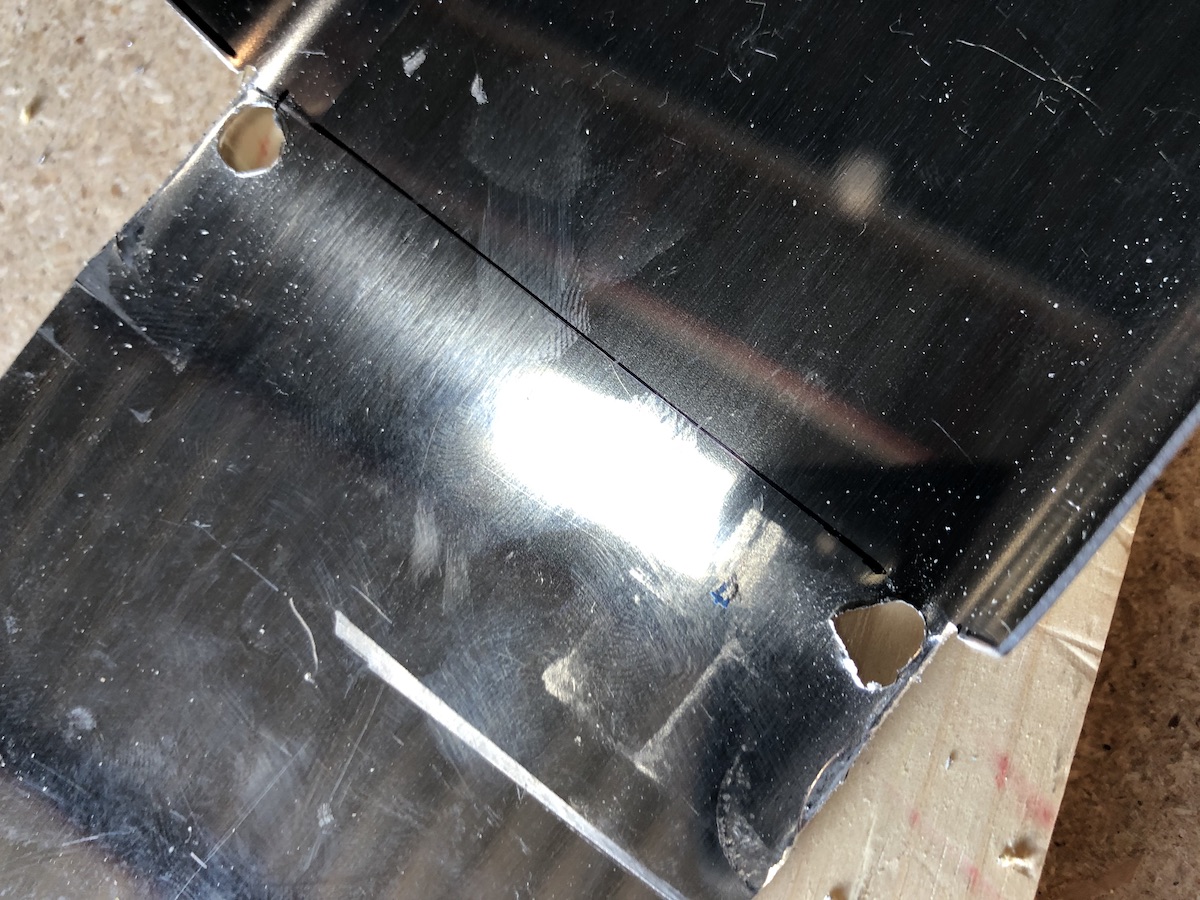
I also cut about 2mm too far in when I was cutting off the flanges, so now there is a small notch in the side. I could drill a relief hole around it also, but once again I’m concerned about how that would affect the strength of the spar. It may mean getting 2 replacement parts and trying again.
Evil notch…notice the cut is well outside the line.Notch in the flange
What I ended up doing was trimming down the flange until the notch was gone. Since all parts need to be deburred and cleaned up later, I skipped over cleaning up the notches for now.
The next major step was trimming angles into the flanges at the bend line. If you recall, I couldn’t find any reference for what a the “minimim edge distance” was, so I emailed Van’s, and received an answer within an hour…on a weekend! Those guys rock.
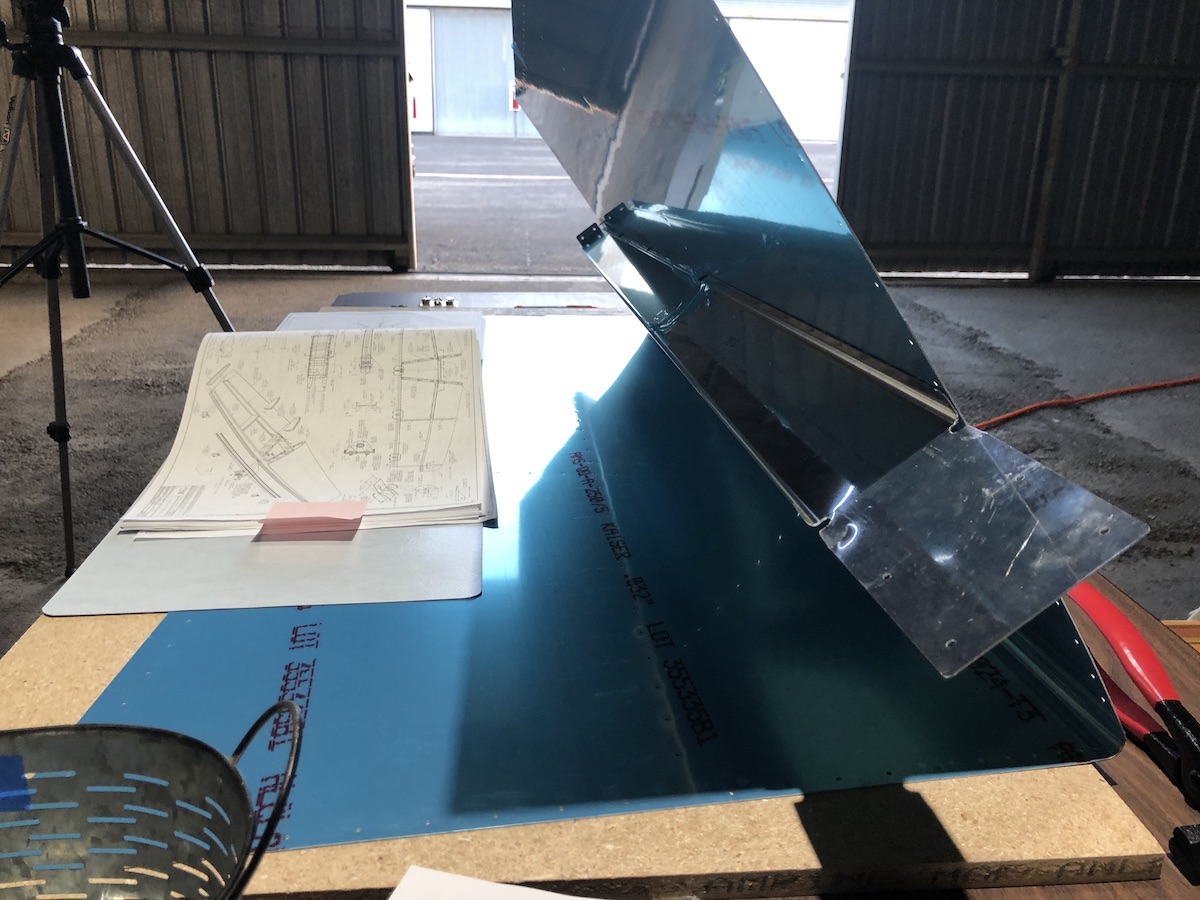
With this new information, we were almost ready to trim. The plans show holes in the flange and a diagram to show you how to trim. Making those holes comes later in the project. I recalled watching another builder’s videos at this juncture in the project. He sort of took a swag at that angle and trimmed away. Later on in the video, he shows that he didn’t trim enough manterial and it interferred with another part. Not wanting to repeat that mistake, I decided to cleco the spar to the skin, which HAS all the holes drilled, and draw the holes onto the spar so that I could measure accurately.
transferring holes onto the spar
Once done, I was able to draw a trim line while ensuring it didn’t get TOO close to the hole. The value of “minimum edge distance” for this part, which uses an AN364AD3-3 rivet, is 3/16″. Once trimmed and ground up to the line, we moved on to bending the “tabs” up 6°.
Using our Glowforge’d 6° angle gauge to ensure we bent enough
I made a 6° angle gauge to ensure that we bent the tab adequately. Using it we were able to bend both tabs up 6° by clamping them to the table with a piece of wood along the bend line. After bending both spar tabs, we clamped and match-drilled a couple spar doublers, which provide reinforcement to this critical juncture.
Spar doublers (HS-00001) cleco’ed to the HS-702 spars
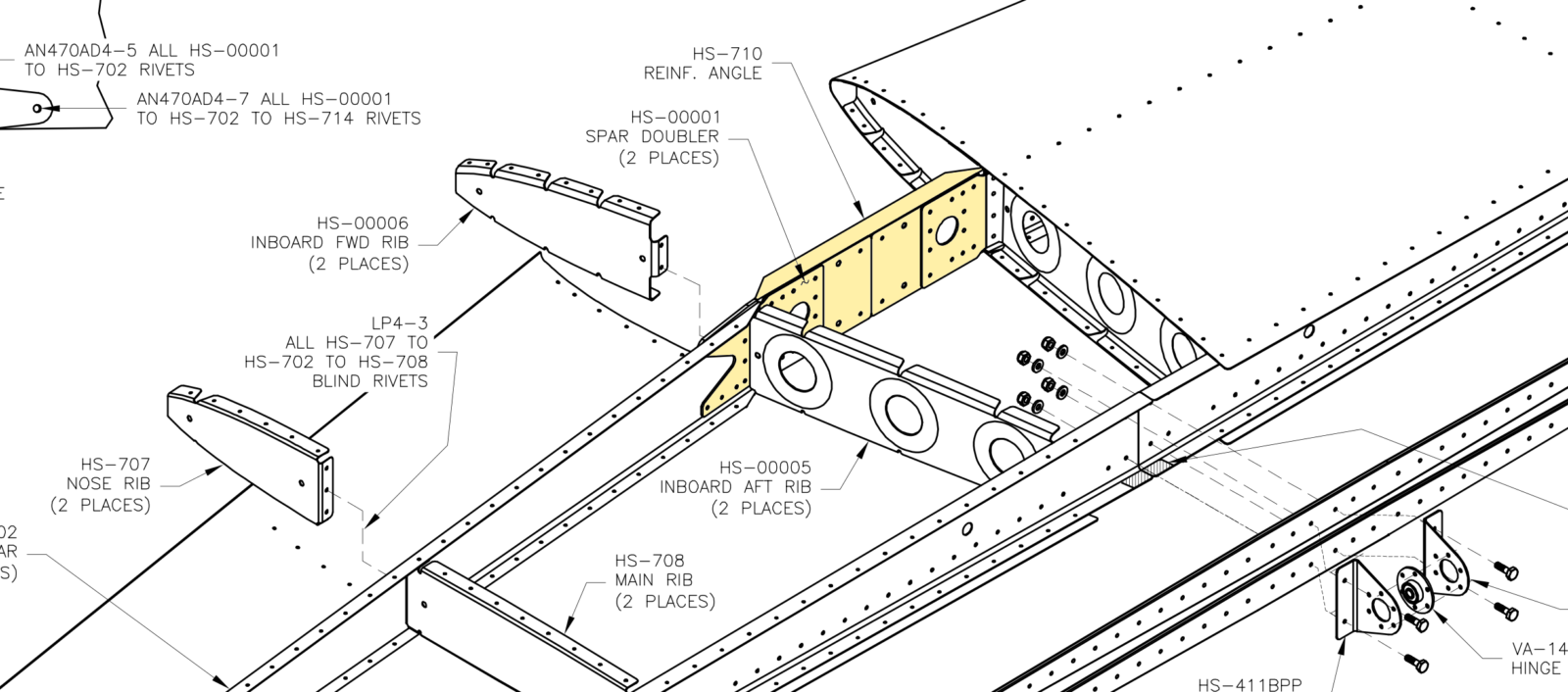
Next the 2 front spars were butted together, and 2 thick aluminum reinforcement angles were attached: HS-710 and HS-714 and everything cleco’ed.
Angle HS-714 and spar HS-702. Doubler HS-00001 is underneath.
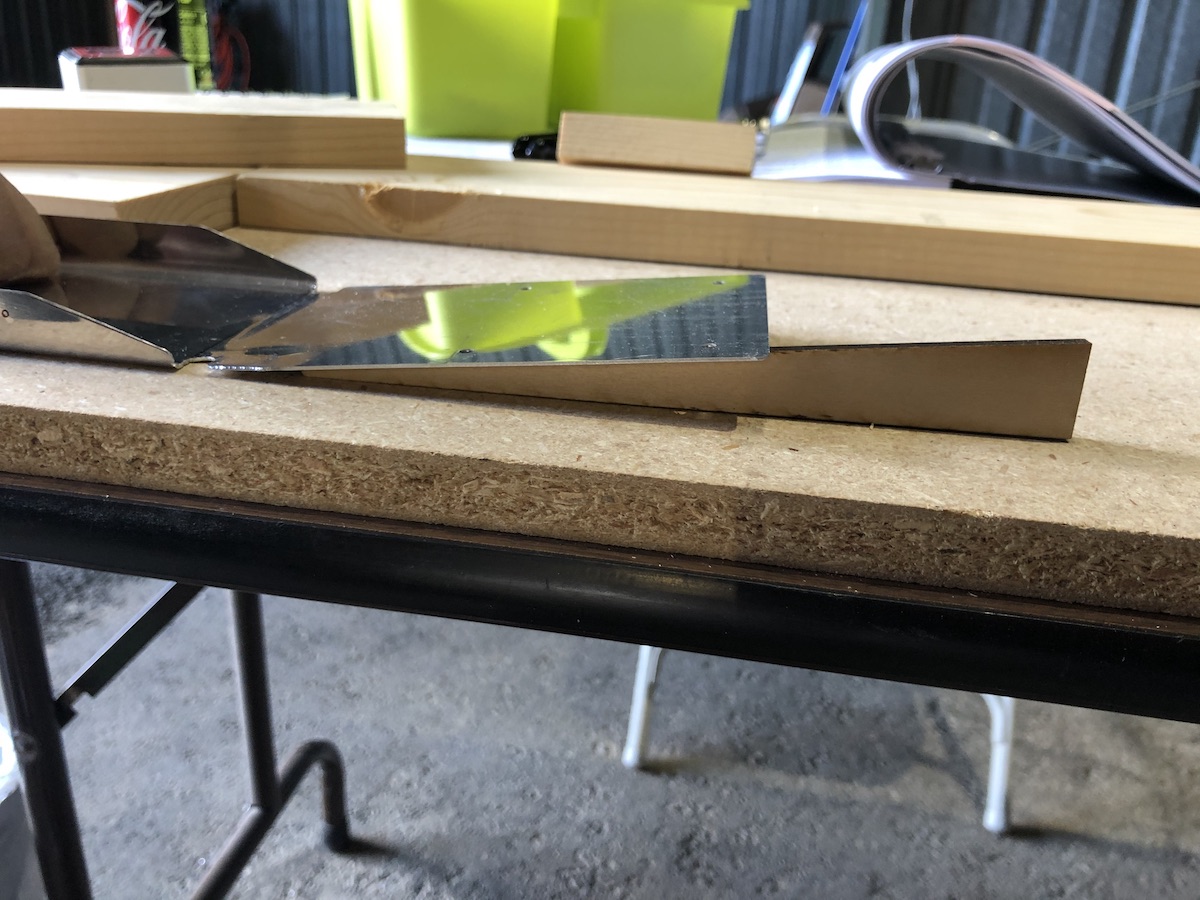
You can see from above that the HS-710 angle is tapered. We had to do that by tracing a hole and lines back 2.5″ from the end. I cut out these wedges on the bandsaw, cleaned up the ends with a file, then deburred them.
End of HS-714 tapered and rounded
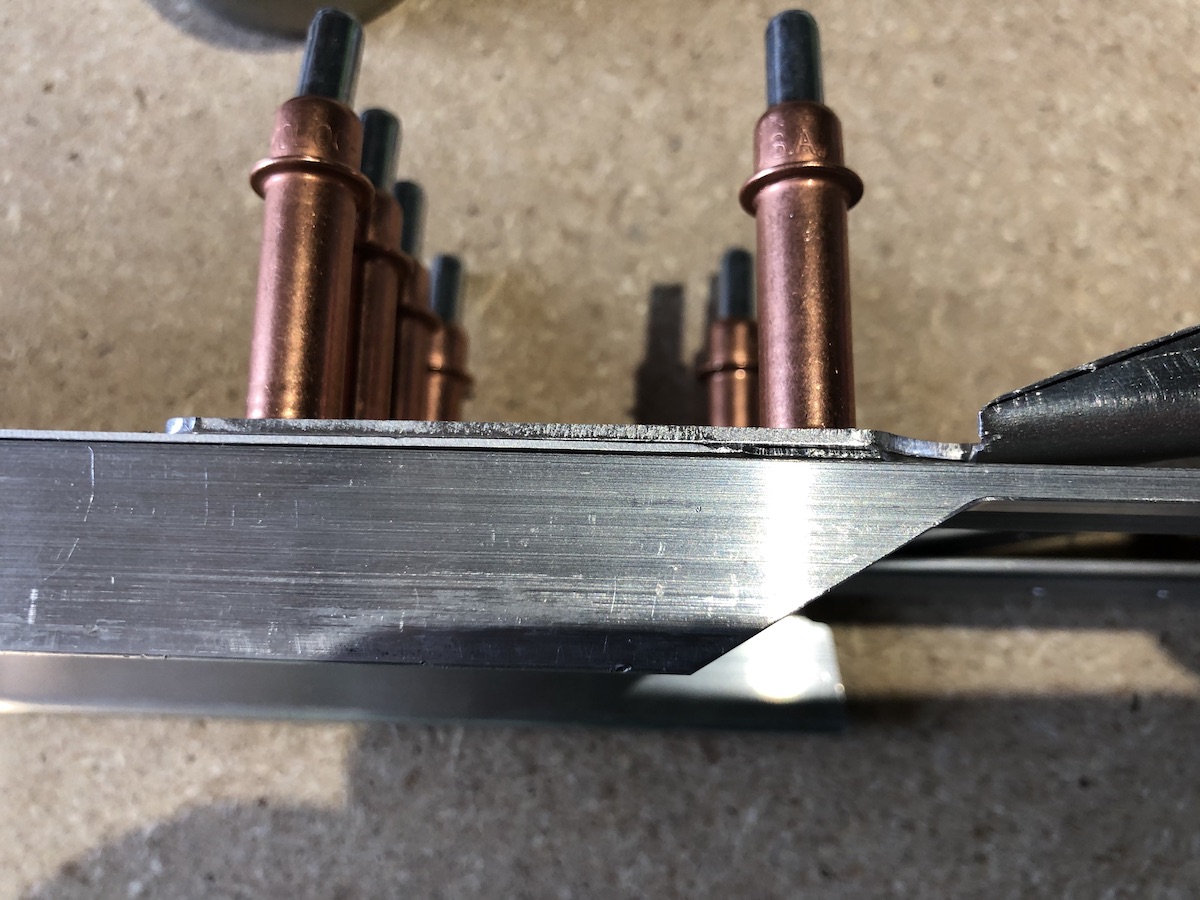
Once everything was cleco’ed we checked the “sandwhich” from the edge. It actually looks pretty good, even without the notches being cleaned up.
HS-00001, HS-702 and HS-710 sammich
Next up is bending the 710 and 714. I went and picked up a bench vise for the job, but first I need to build a table to attach it to. That’s tomorrow’s assignment! Today’s time: 4.75 hours
I got the lease agreement back from the city today. The hangar is officially leased to us! Shhh… don’t tell anyone we’ve already moved everything in. 🙂
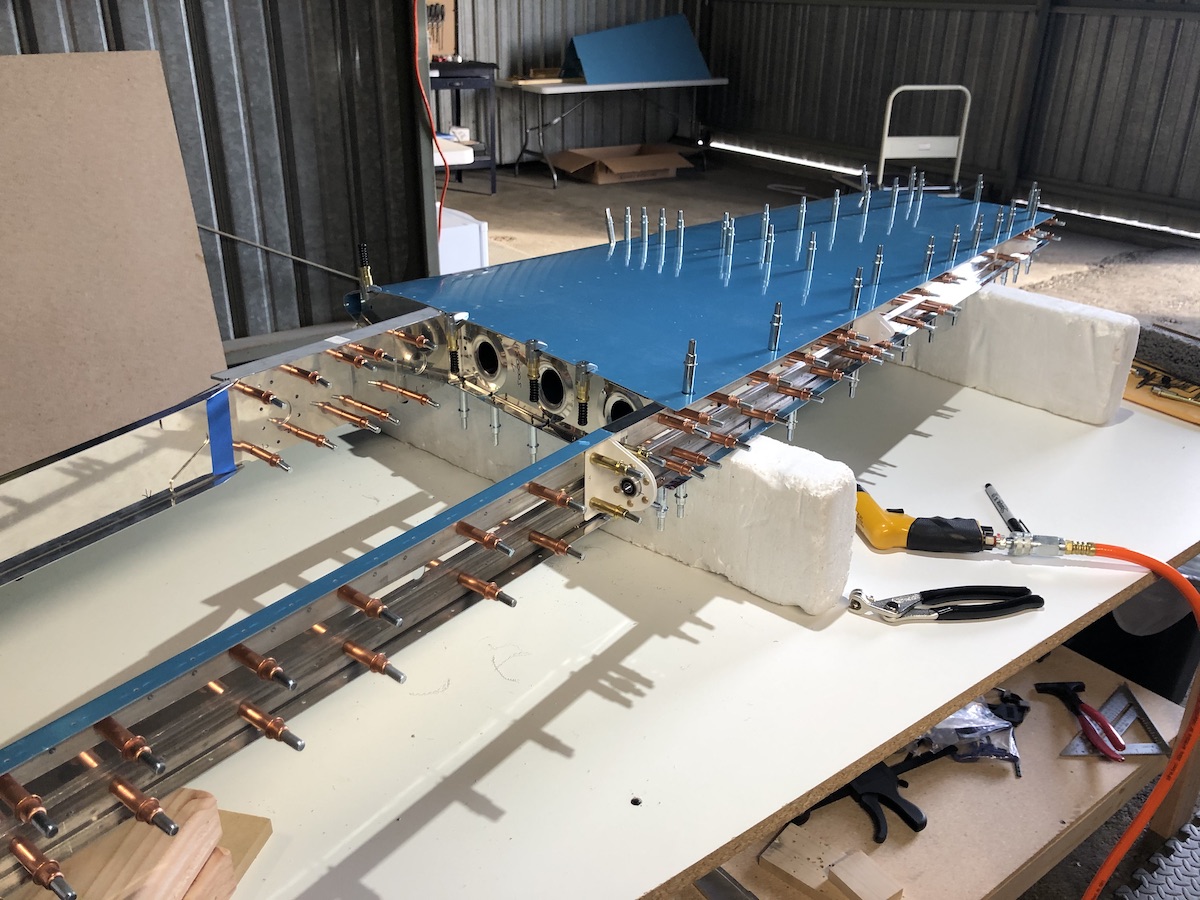
Test fitting HS-701 and HS-714 to the HS-702 spars
This work was a bit challenging. We started with 2 front spars (HS-702s), and had to make a number of modifications to them in order to build the assembly.
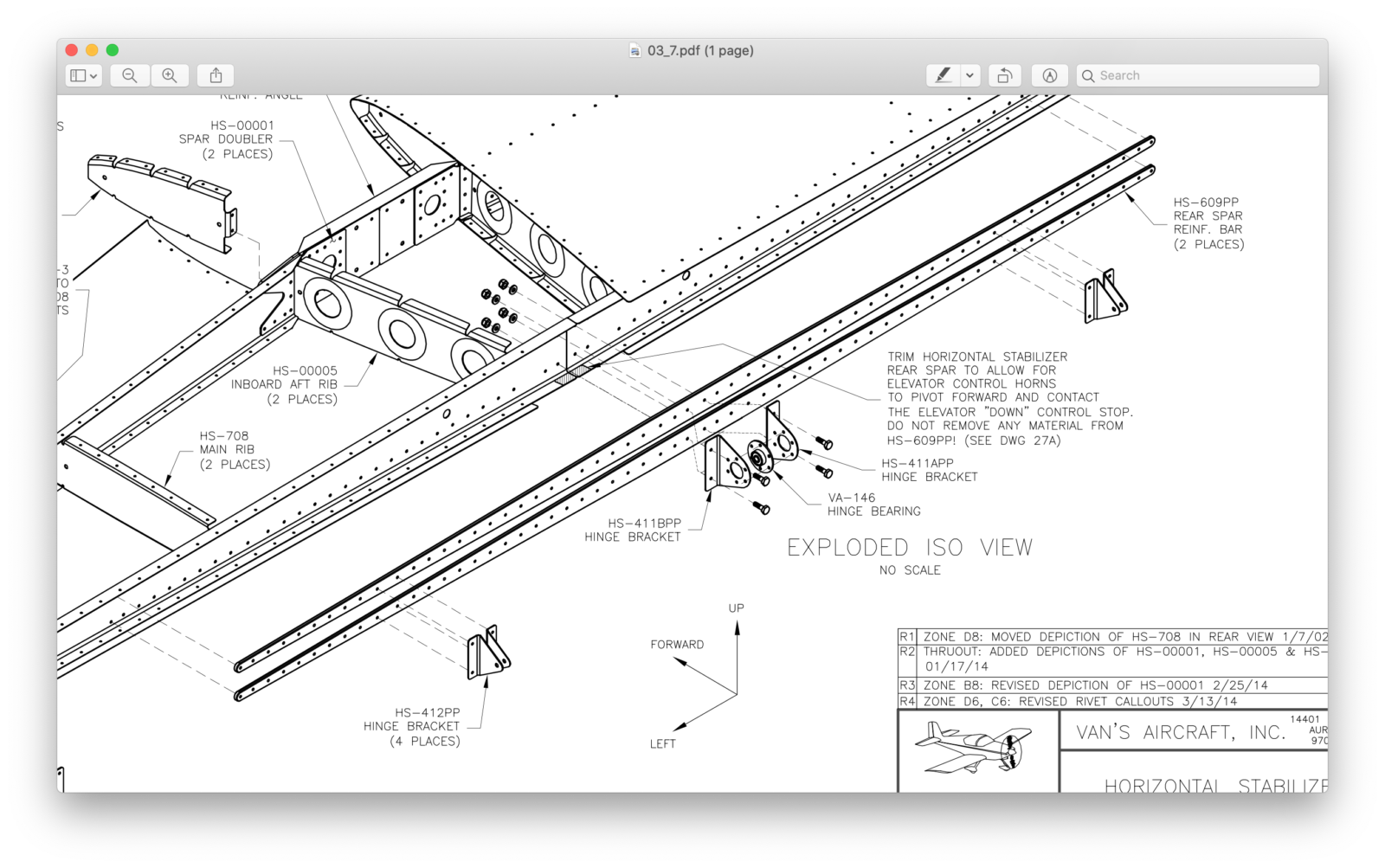
We’re working on this section
The spars are basically aluminum channels. The raised sides are called flanges. The spars arrived with flanges intact along the whole length. However, we have to trim away a part of the flanges and then create 2 stress relief notches where the trimmed parts will be bent up 6°.
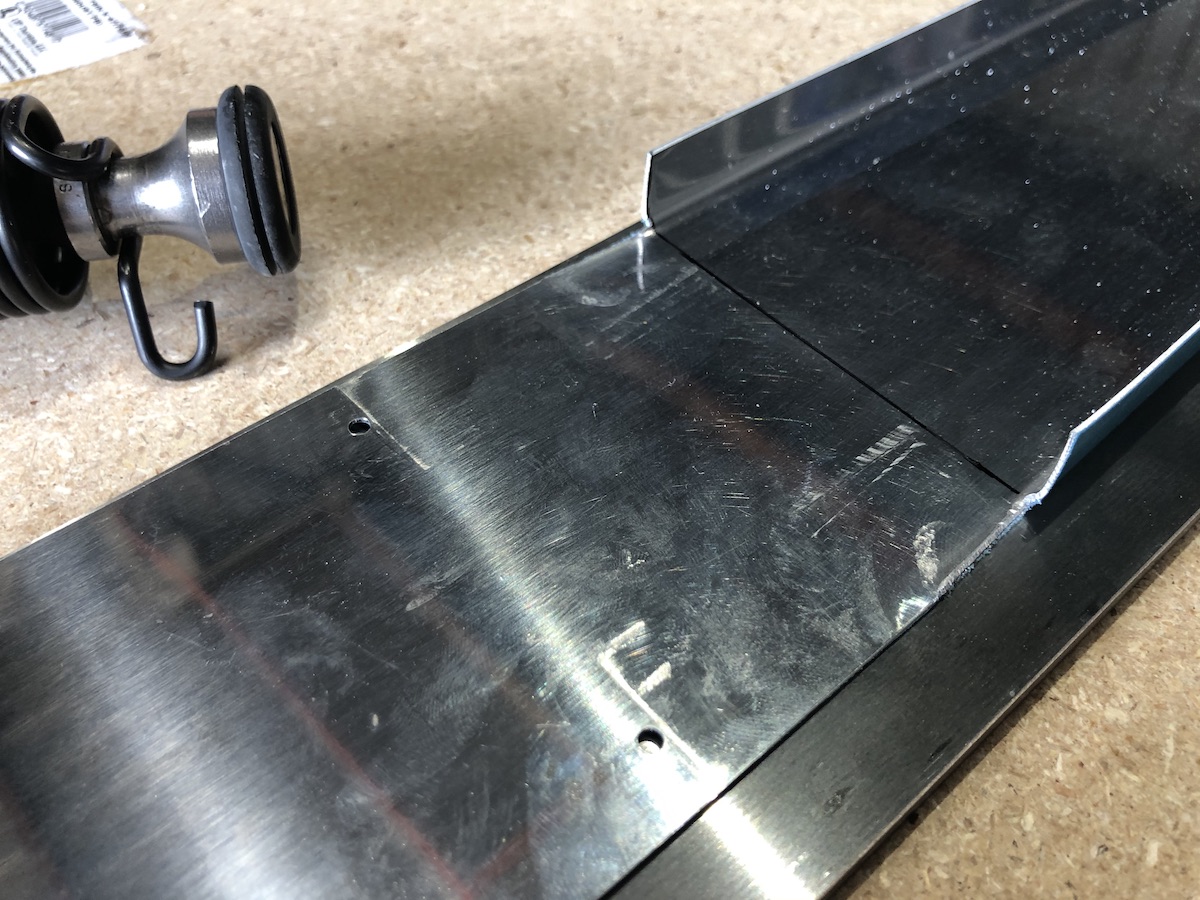
Trimming the flanges, notching the spar and bending!
After cutting the flanges, which was done halfway up the bend, the “tab” had to be hammered flat, since half of the bend was left over. I didn’t have a hammer with me, so I used the rivet gun and steel back rivet plate to hammer the edges flat. Turned out pretty well…
After that, a couple pilot holes are drilled, and then enlarged to 1/4″ using a “unibit”. I tried using the unibit in my hand drill, but that was probably not a good idea. The bit gouged and tore the holes. I later found that this should have been done on the drill press.
Official Mistake #1The Evil Notch
Once these holes were enlarged, we’re supposed to cut them into notches with radii all around in order to avoid stress cracks. Then, the flanges at the bend line needed to be cut back at an angle. We stopped here for the day because trimming the angles in the flanges called for maintaining a “minimum edge distance”, which I couldn’t find on the drawing.
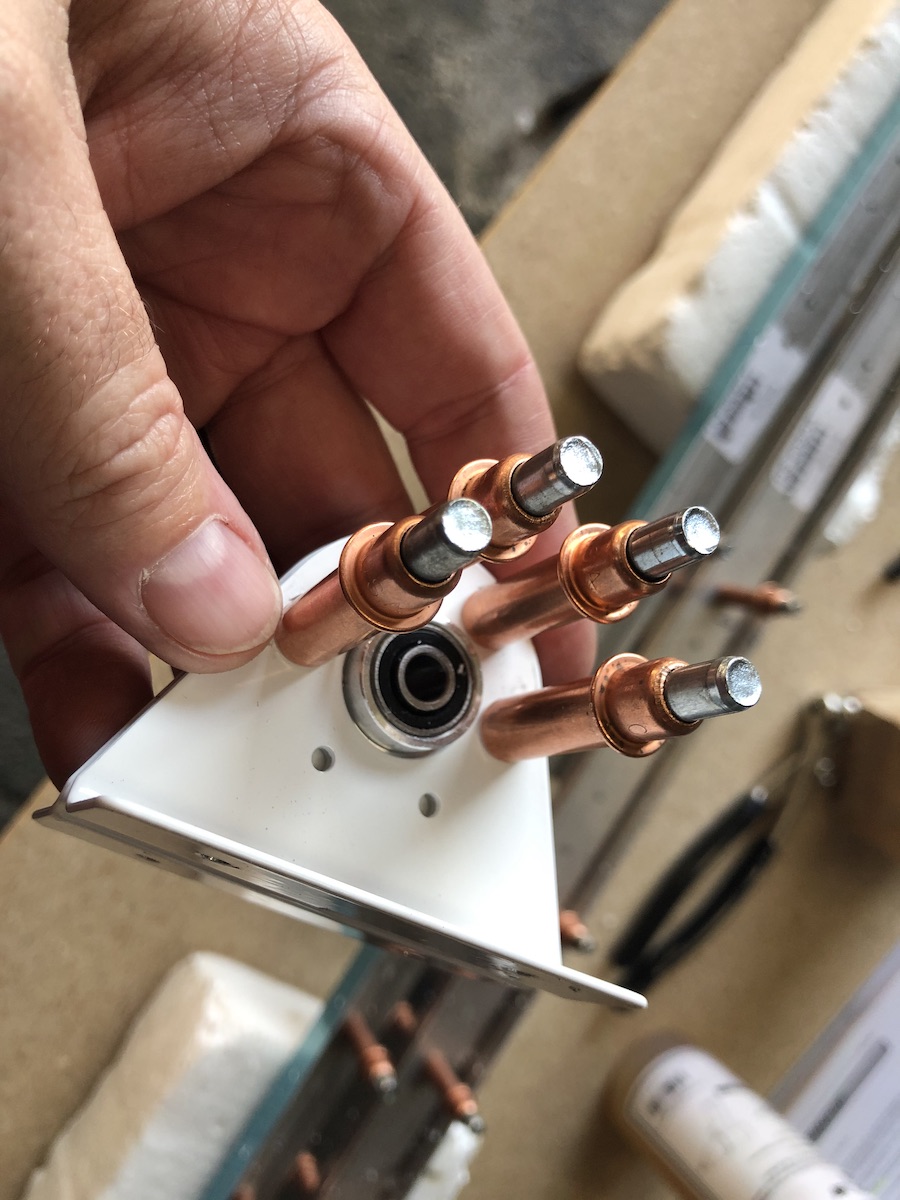
The next day at the hangar we continued working where we left off with the horizontal stabilizer rear spar. Next up was to attach the brackets to the spar, which would be mount points for the elevator…the flight surface that pivots up and down, which raises and lowers the nose during flight.
There are 5 brackets that we need to attach, and the middle one also has a bearing in it. The bearing is sandwhiched inbetween to brackets, and the first thing we needed to do was to match drill through the brackets and rivet the assembly. This was the first riveting we’ve done on the actual plane!
Aft holes drilled and cleco’ed
The brackets came primed already, which is why they’re white. Once the 6 holes were drilled through, it was riveting time! I hand-squeezed the 6 AN470 rivets into place. It turned out pretty well!
Front sideCenter bearing cleco’ed into place on the reinforcing bar
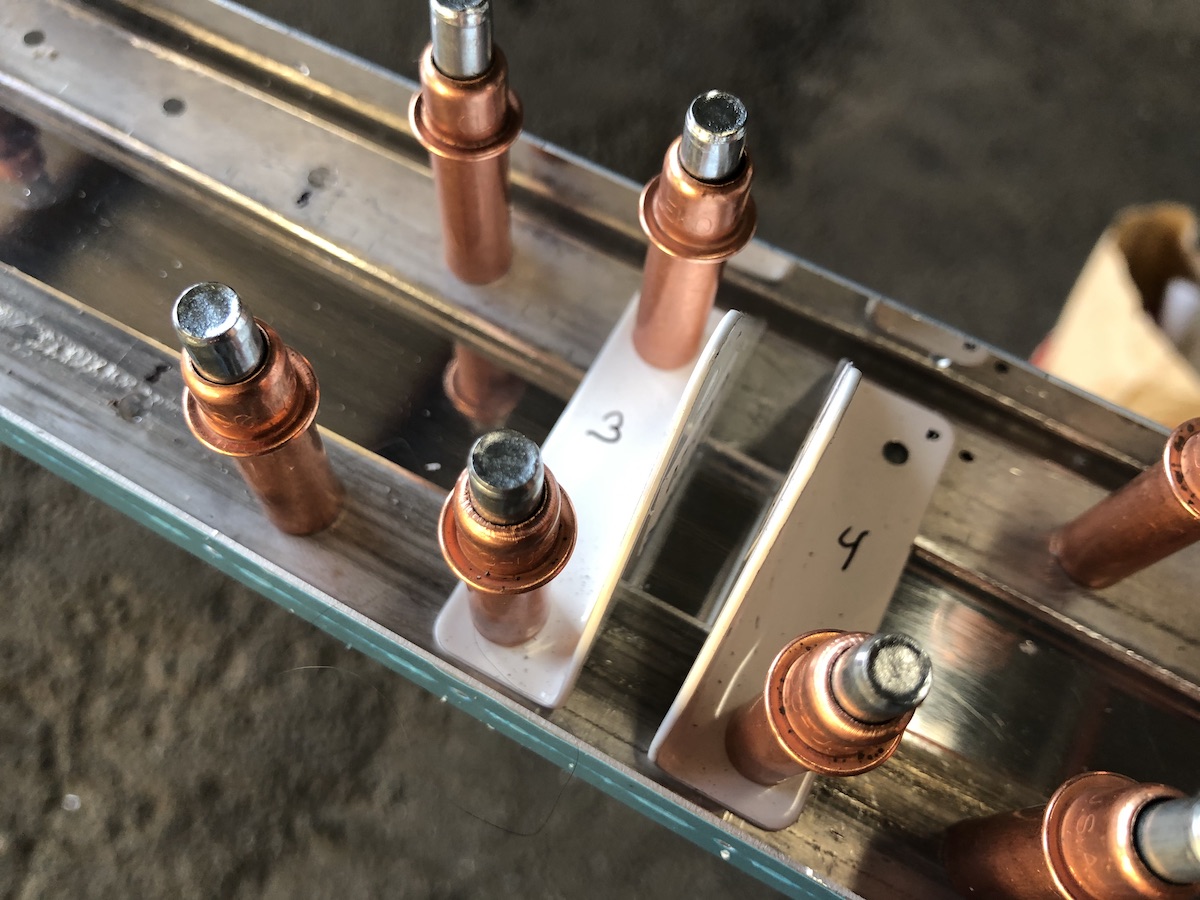
The other brackets didn’t have bearings, so they were just match-drilled and cleco’ed onto the rear spar.
A set of elevator brackets
That was about it for this session. We logged another 2.5 hours onto our EAA Builder’s Log site.
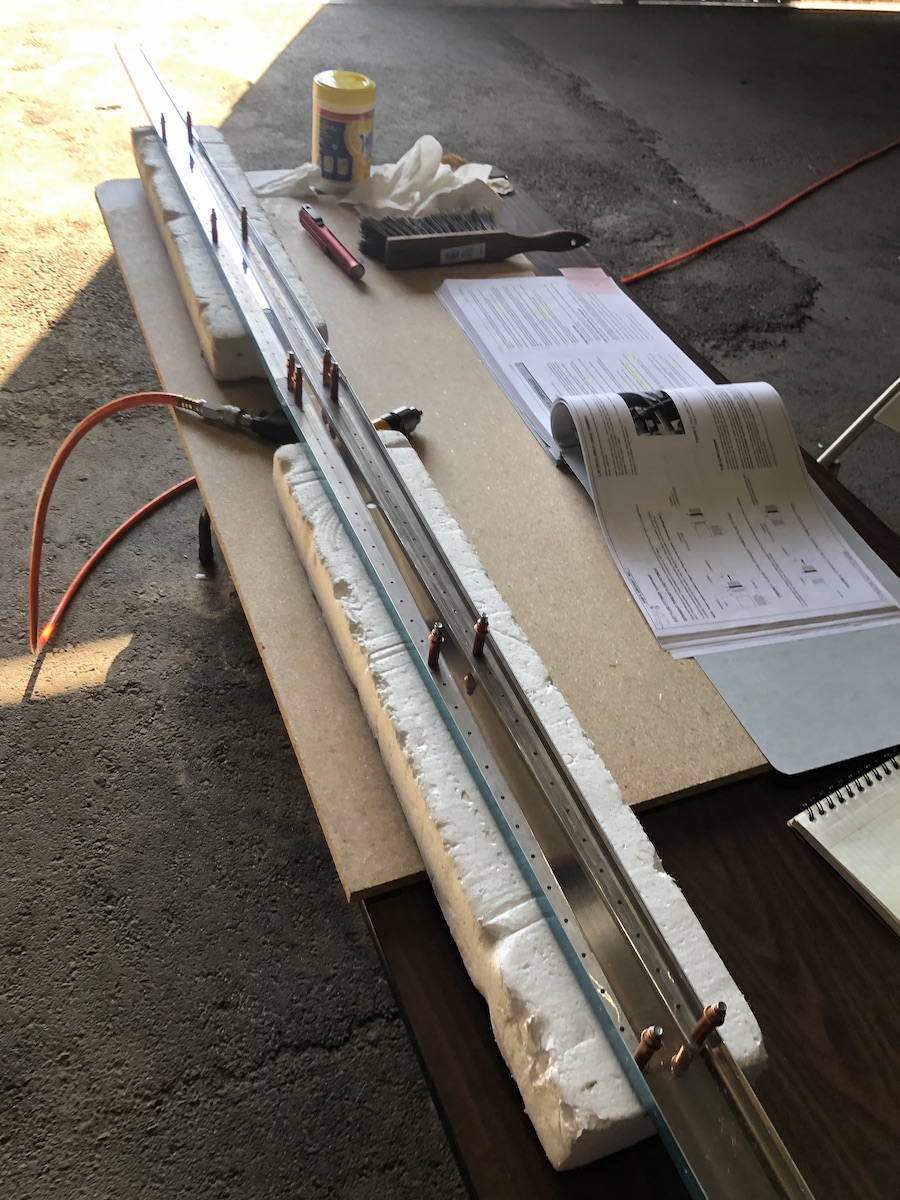
Well it’s here… Day One of the build! We start on the Horizontal Stabilzer Rear Spar, or HaSaRdS! Just kidding. The main activity for this phase is to “break” the 2 long rear spar reinforcing bars. They’re pretty thick, and the edges are sharp, so we have to impart a rounding over to both help them lay flat inside of the spar (which has rounded bends), and also to not cause pressure points which could lead to cracks. This is a common theme throughout the build: deburring, or smoothing over the rough edges of parts that will have contact points.
Parts HS-609PP kicks this party off
There are a number of ways to skin this cat. Since we were just getting started, and not everything was set up, we decided to go old school and use a couple files to round over all the edges. I cut out a small 1/8″ diameter gauge, since that’s what the instrcutions called for. We filed until the gauge fit, then we ran the edges against a small Scotch Bright Cut and Polish wheel mounted in the drill press. This gave a nice, smooth and satiny finish to the parts, and allowed them to nestle into the spar flatly.
Set up for filingTest fitting the 609PPs into the sparSHeila checking the fitGetting ready to “match drill the 609’s to the spar
Once the reinforcing bars were done, we cleco’ed them to the 2 spar pieces, and “match drilled” the holes. Vans hole punches the parts a little smaller than the finished size, so we as builders have to drill the holes up to the size for the rivets. We’re using 3 types of rivets in the project: AN346AD, AN370AD and some blind rivets (also known as “pop” rivets).
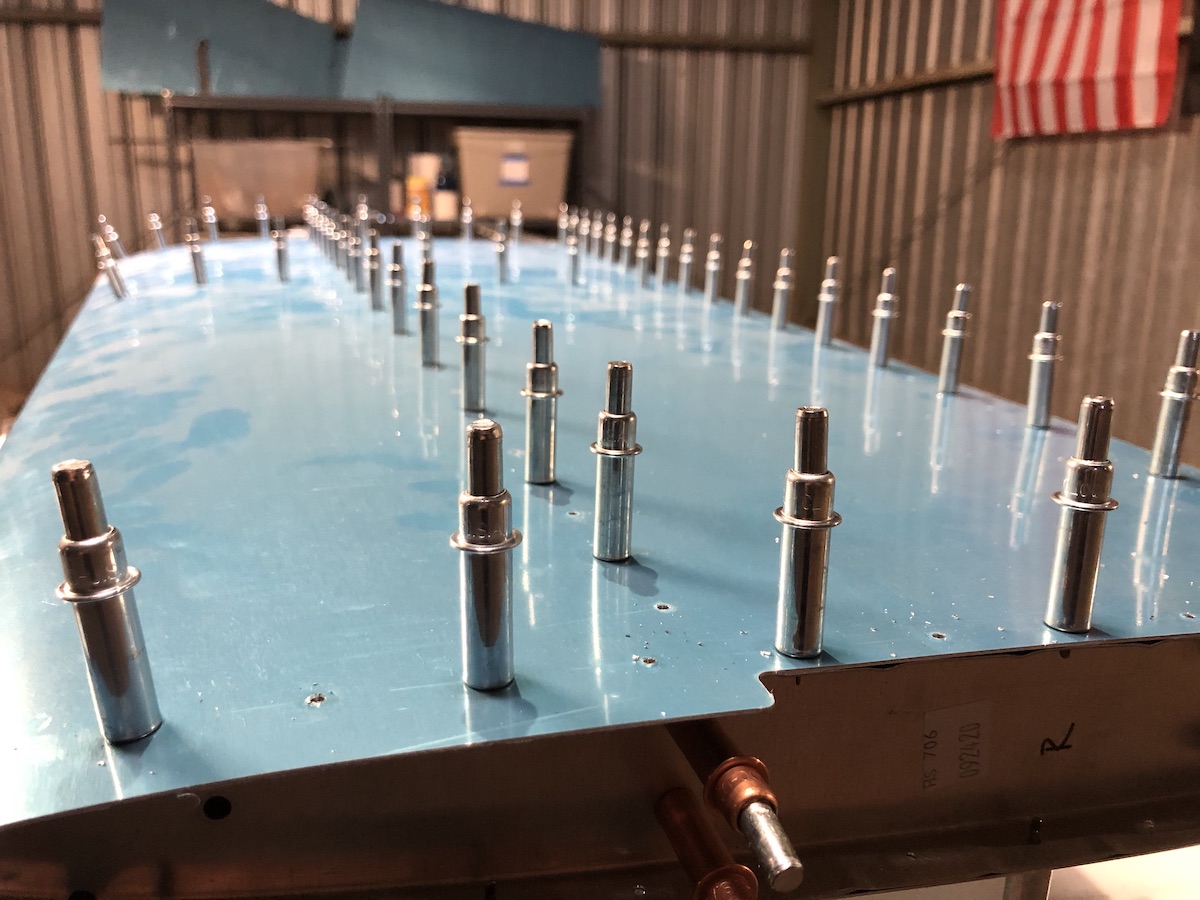
All done match-drilling
Clecos are special clamps that you insert into holes in two or more pieces to hold them together. The general workflow is to prepare the pieces, cleco and match-drill them, then take them all apart, deburr the holes and edges, prime the parts, then rivet them together.
So went day 1! We spent 2.5 hours working on this part of the tail feathers. It was challenging, but really fun to do together!
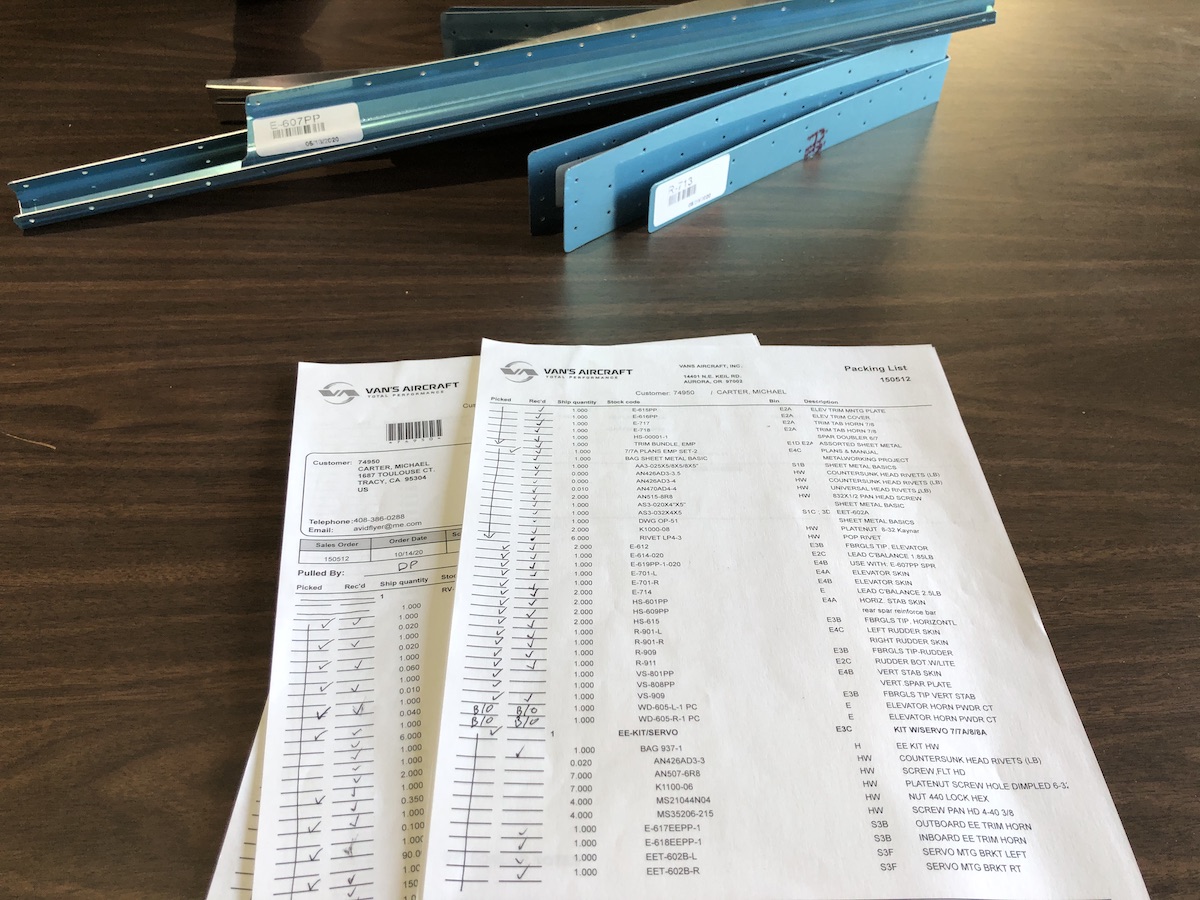
Today we bought a couple of shelving units and began unpacking all the parts for the empennage. As we inventory we’ll stow stuff on the shelf. Now back home to bring another table for the power tools and the workbench is store all them in.
Finally!“High Dollar Aircraft Parts”RV=7 empennage kit in our spartan hangar
After being delayed a day, and after waiting patiently at the airport, FedEx finally arrived and delivered the first piece of our puzzle. I’m waiting for wifey to arrive so we can both savor the “unboxing” experience.
Now that he kit is here, and that we finally got the hangar, things will get busy this weekend. I need to build a proper workbench and start bringing the tools over. Tonight we’ll start poring over the instructions and build diagrams so that we’re ready to get going. Exciting times!
Today I picked up the keys to the hangar, and got a couple parking passes to boot! I’m picking these up early while we wait for the city to approve the lease. This is mainly because the kit is arriving tomorrow and I’d really prefer to stash it inside the hangar as opposed to at the FBO.
Update on the kit: looks like fedex has split the kit into 2 separate shipments for some reason, with one part arriving tomorrow and the other arriving Saturday. Since we plan to be at the hangar on Saturday, it’s not a big issue, but it’s weird that they’d split it up.